


O que é fabricação TBM e por que isso é importante?
A fabricação da TBM refere-se à engenharia e produção de máquinas perfuradoras de túneis – equipamentos enormes e altamente especializados usados para escavar túneis em rocha, solo, argila e condições mistas de solo. Estas estão entre as máquinas mais complexas já construídas, combinando engenharia mecânica, hidráulica, eletrônica e ciência de materiais de ponta em um único sistema integrado que pode pesar de algumas centenas de toneladas para uma pequena máquina de túnel utilitário até mais de 7.000 toneladas para um projeto de túnel rodoviário ou metropolitano de grande diâmetro. O processo de fabricação da máquina perfuradora de túneis não é como a produção da maioria dos equipamentos industriais – cada máquina é efetivamente um projeto personalizado projetado para atender aos requisitos específicos de geologia, diâmetro, alinhamento e revestimento de um único contrato de túnel.
A procura global de TBMs tem crescido de forma constante durante décadas, impulsionada por investimentos massivos em infra-estruturas em sistemas ferroviários metropolitanos, túneis rodoviários, infra-estruturas de abastecimento de água e esgotos, túneis de energia hidroeléctrica e redes logísticas subterrâneas. Cidades de Londres a Mumbai e Los Angeles estão usando ativamente TBMs para construir infraestrutura subterrânea sem perturbar a vida na superfície. Esta procura criou um mercado globalmente competitivo Fabricação de TBM indústria dominada por um punhado de grandes fabricantes capazes de fornecer máquinas personalizadas projetadas e construídas com tolerâncias de precisão extraordinárias em prazos de contrato que podem abranger 18 meses ou mais.
Tipos de perfuradoras de túneis e como cada uma é fabricada de maneira diferente
A fabricação de TBM não é um processo de produção único – é uma família de projetos de máquinas relacionados, mas distintamente diferentes, cada um projetado para condições específicas do solo. O tipo de TBM escolhido para um projeto molda fundamentalmente o escopo de fabricação, as especificações dos componentes e a complexidade da montagem envolvida.
TBMs de Hard Rock (TBMs de Garra)
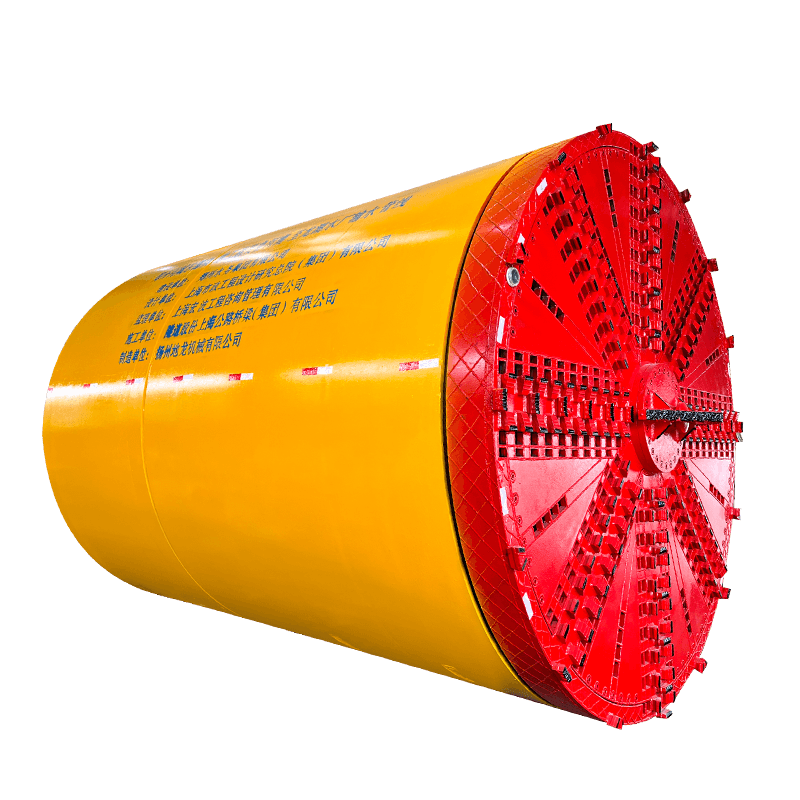
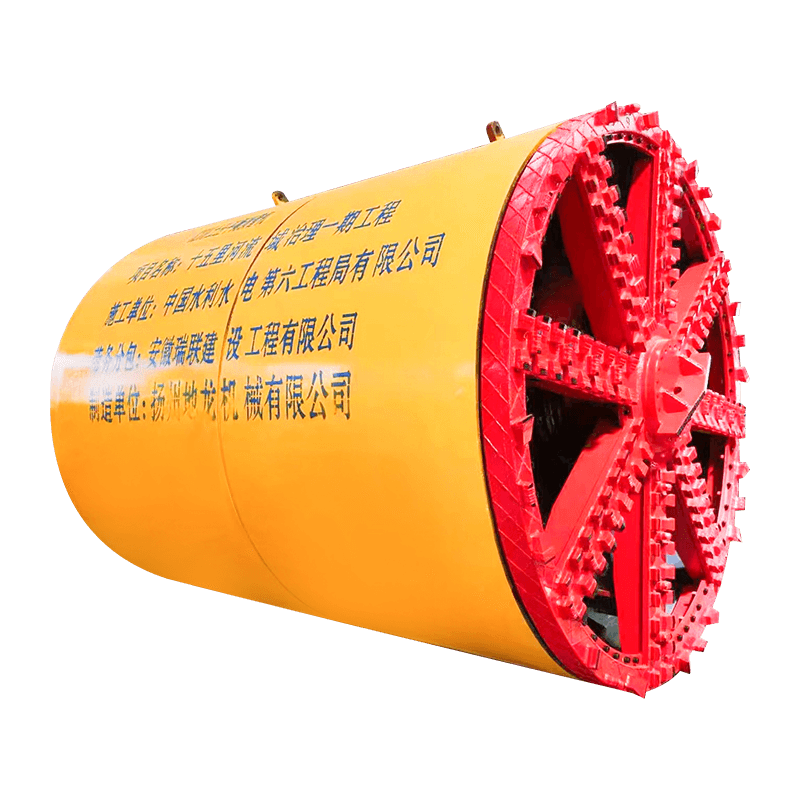
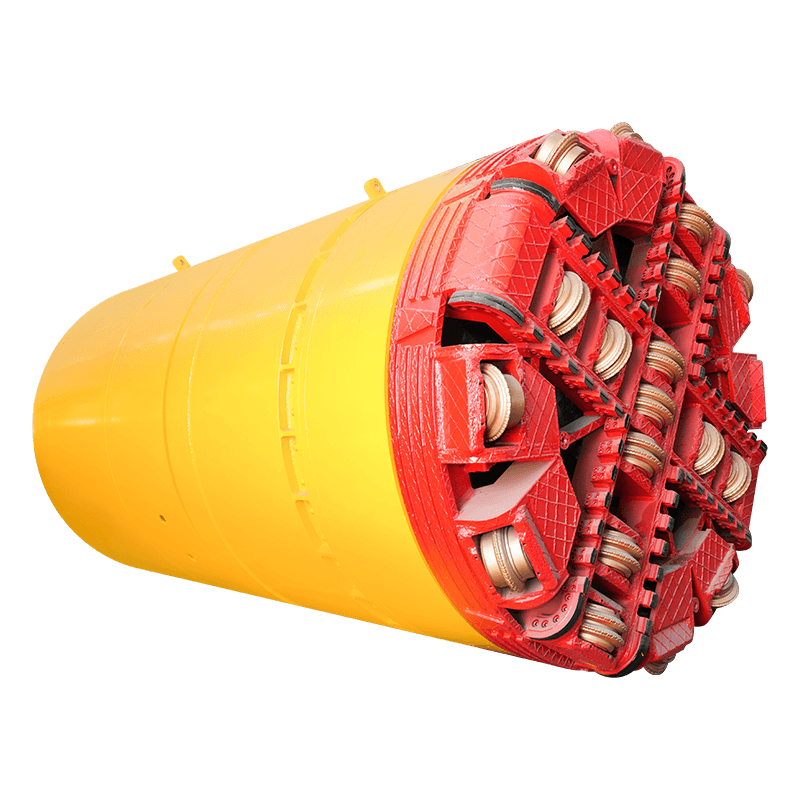
Os Gripper TBMs são projetados para escavação de túneis em rochas sólidas e competentes, como granito, basalto e calcário. A máquina avança empurrando a cabeça de corte rotativa contra a face da rocha enquanto as garras hidráulicas se estendem lateralmente para se apoiarem nas paredes do túnel, fornecendo a força de reação necessária para o impulso para frente. Fabricação de uma pinça A TBM se concentra na produção de uma cabeça de corte extremamente robusta - normalmente fabricada em chapa de aço de alta resistência com alojamentos de cortador de disco posicionados com precisão - e um poderoso conjunto de rolamento principal capaz de transmitir enormes cargas axiais enquanto gira continuamente. As fresas de disco em máquinas para rocha dura são componentes de metal duro projetados com precisão que devem ser fabricados com tolerâncias dimensionais restritas para garantir desgaste uniforme em toda a face da cabeça de corte.
Máquinas de equilíbrio de pressão terrestre (EPB)
As máquinas EPB são o carro-chefe da construção de túneis urbanos em solo macio, solo misto e condições com presença de água. Eles usam o próprio material escavado – condicionado com espuma, polímero ou aditivos de bentonita – para manter a pressão frontal e evitar o assentamento do solo acima do túnel. A complexidade de fabricação de um TBM EPB centra-se no sistema de transporte helicoidal que controla a taxa de extração de material para equilibrar a pressão frontal, no sistema de injeção de espuma integrado à cabeça de corte e no corpo da blindagem que deve suportar toda a pressão da terra e da água do solo circundante. A geometria da cabeça de corte para máquinas EPB é fundamentalmente diferente dos projetos de rocha dura – ela incorpora raspadores, pás de caçamba e portas de condicionamento de solo em vez de carcaças de cortador de disco.
TBMs de Escudo de Polpa
Os TBMs de lama são usados em solos soltos e saturados de água, onde mesmo o condicionamento da face do EPB é insuficiente para manter a estabilidade. Eles mantêm a pressão frontal usando uma pasta de bentonita pressurizada que preenche a câmara de escavação, apoiada por uma antepara atrás da cabeça de corte. A lama é bombeada para a superfície através de uma tubulação, processada em uma planta de separação para remover resíduos e recirculada de volta à face. A fabricação de TBM para máquinas de polpa envolve a produção da planta de separação como parte do escopo geral do sistema – um desafio adicional de engenharia que envolve hidrociclones, centrífugas e infraestrutura de bombeamento de polpa, além da própria máquina.
TBMs de Solo Misto e Densidade Variável
Alguns dos TBMs mais complexos já fabricados são máquinas projetadas para condições de face mista – túneis que passam através de rocha e solo macio dentro da mesma seção transversal do túnel, ou que fazem transição entre zonas de rocha dura e solo macio ao longo do alinhamento. Esses TBMs de densidade variável ou de solo misto devem incorporar cortadores de disco e ferramentas de corte de solo macio na mesma cabeça de corte, com câmaras de escavação conversíveis que podem alternar entre os modos EPB e rocha dura durante o acionamento. A fabricação dessas máquinas exige a solução simultânea de requisitos de projeto conflitantes que levam a engenharia da TBM ao seu limite.
Componentees principais fabricados em cada TBM
Independentemente do tipo, cada máquina perfuradora de túneis compartilha um conjunto de subsistemas fundamentais que devem ser projetados e fabricados para funcionarem juntos como um sistema precisamente integrado. A compreensão desses componentes principais explica por que a fabricação da TBM é tão exigente tecnicamente e demorada.
| Component | Função | Desafio-chave de fabricação |
| Cabeça de corte | Escava a face do túnel girando contra rocha ou solo | Integridade estrutural sob cargas combinadas de empuxo e torque; precisão de posicionamento da ferramenta de corte |
| Conjunto de rolamento principal | Suporta a cabeça de corte e transmite impulso e torque | Vida útil do rolamento sob alta carga sustentada; vedação contra contaminação do solo |
| Corpo do Escudo | Protege trabalhadores e equipamentos; fornece habitação estrutural | Redondeza de precisão para montagem de segmento; resistência à pressão do solo |
| Sistema de cilindro de impulso | Impulsiona a máquina para frente contra o revestimento do túnel instalado | Controle de curso sincronizado em todos os cilindros; confiabilidade da vedação |
| Eretor de segmento | Escolhe e instala segmentos de revestimento de concreto pré-moldado | Precisão de posicionamento; confiabilidade do sistema de vácuo; capacidade de carga |
| Motores de acionamento e caixas de engrenagens | Acione a rotação da cabeça de corte | Densidade de potência em espaço confinado; gerenciamento térmico |
| Unidade de energia hidráulica | Alimenta todos os sistemas hidráulicos, incluindo impulso e eretor | Integração de sistemas; redundância; rejeição de calor em espaço confinado |
| Sistema de Controle e Orientação | Navega pelo alinhamento do túnel e monitora todos os sistemas | Precisão em ambiente subterrâneo com GPS negado; integração de dados em tempo real |
O processo de fabricação da TBM passo a passo
O processo de fabricação de uma perfuradora de túneis, desde a concessão do contrato até os testes de aceitação na fábrica, é um programa longo e de vários estágios de engenharia e produção. A compreensão da sequência esclarece por que os prazos de entrega da TBM são normalmente de 12 a 24 meses, mesmo para fabricantes experientes com cadeias de fornecimento estabelecidas.
Etapa 1 — Análise de Requisitos Geotécnicos e de Projeto
Antes de um único componente ser projetado, a equipe de engenharia do fabricante do TBM realiza uma análise detalhada dos dados de investigação geotécnica fornecidos pelo cliente. Isso inclui registros de poços, parâmetros de resistência das rochas, perfis de pressão das águas subterrâneas, resultados de testes de abrasividade e dados de permeabilidade do solo ao longo de todo o alinhamento do túnel. Esta análise orienta diretamente o projeto da cabeça de corte, o dimensionamento do sistema de impulso, a especificação dos rolamentos e a configuração do sistema de condicionamento do solo. Uma máquina projetada com base em dados terrestres imprecisos ou insuficientes terá um desempenho inferior ou falhará — a análise geotécnica é a base sobre a qual todo o projeto é construído.
Etapa 2 – Engenharia e Design Personalizados
Com as condições do terreno estabelecidas, a equipe de engenharia desenvolve o projeto completo do TBM usando software CAD 3D avançado e análise de elementos finitos. O projeto estrutural da cabeça de corte é analisado para cenários combinados de carga de empuxo e torque. Os principais cálculos de vida útil dos rolamentos são realizados usando a teoria de vida útil dos rolamentos ISO 281 adaptada para espectros de carga específicos do TBM. As tolerâncias de circularidade do corpo da blindagem são definidas com base na geometria do revestimento do segmento. Cada solda importante na fabricação estrutural é projetada e documentada de acordo com os códigos estruturais relevantes. Somente esta fase de projeto normalmente leva de três a cinco meses para um TBM de grande diâmetro e produz dezenas de milhares de desenhos e especificações de engenharia.
Etapa 3 – Aquisição de materiais e cadeia de suprimentos
A fabricação de TBM requer uma enorme variedade de materiais e componentes especializados, muitos dos quais têm longos prazos de aquisição. Placa de aço estrutural de alta resistência para a cabeça de corte e corpo da blindagem, rolamentos de anel giratório de grande diâmetro, caixas de engrenagens planetárias de alto torque, cilindros hidráulicos fabricados de acordo com especificações precisas de curso e pressão e sistemas de vedação especializados, todos exigem aquisição antecipada para evitar atrasos na fabricação. O conjunto do rolamento principal – um enorme anel giratório que pode exceder três metros de diâmetro para um TBM grande – geralmente tem um prazo de fabricação independente de seis a nove meses e normalmente é o item do caminho crítico em todo o cronograma de entrega do TBM.
Etapa 4 – Fabricação Estrutural
A fabricação estrutural de um TBM envolve cortar, formar e soldar seções pesadas de placas de aço nos principais conjuntos estruturais – a cabeça de corte, a blindagem frontal, a blindagem traseira e os componentes da engrenagem de arrasto. Este trabalho é realizado por soldadores estruturais certificados usando procedimentos de soldagem pré-qualificados e inspecionados por testes não destrutivos, incluindo ultrassom, partículas magnéticas e exame radiográfico. O controle dimensional durante a fabricação é fundamental – o corpo da blindagem deve ser arredondado dentro de tolerâncias restritas para que os segmentos de revestimento do túnel possam ser instalados com geometria de folga consistente. Grandes conjuntos estruturais são usinados após a fabricação para atingir as tolerâncias de interface necessárias nas superfícies correspondentes.
Etapa 5 — Montagem Mecânica e Hidráulica
Com a fabricação estrutural concluída, a máquina é progressivamente montada com seus sistemas mecânico, hidráulico e elétrico. O rolamento principal é instalado e apertado de acordo com a especificação. Os motores de acionamento e as caixas de engrenagens são montados e alinhados. O sistema de cilindro de impulso é instalado e todos os cilindros são testados individualmente quanto à pressão antes de serem conectados à unidade de energia hidráulica. O braço eretor de segmento é montado e seu alcance, velocidade e capacidade de carga verificados. O sistema de controle é conectado e integrado, com todas as entradas de sensores e saídas de atuadores verificadas em relação à documentação lógica de controle. Esta fase de montagem exige muita mão de obra qualificada – a montagem do TBM requer técnicos que entendam a integração completa do sistema, e não apenas a instalação de componentes individuais.
Etapa 6 – Teste de aceitação de fábrica
Antes de um TBM sair da fábrica, ele passa por um abrangente Teste de Aceitação de Fábrica (FAT) testemunhado pelo cliente e seus representantes técnicos. O FAT verifica se todos os sistemas funcionam de acordo com as especificações sob condições controladas – velocidade de rotação e torque da cabeça de corte, força e curso do cilindro de impulso, faixa do montador de segmento e capacidade de carga, pressão e fluxo do sistema hidráulico, função do sistema elétrico e resposta do sistema de controle. O sistema de orientação é calibrado e verificado. Quaisquer deficiências identificadas durante o FAT devem ser corrigidas antes que a máquina seja aprovada para envio. O registro FAT passa a fazer parte da documentação permanente da máquina e é referenciado durante toda a sua vida operacional.

Padrões de engenharia de precisão na produção de TBM
Os requisitos de precisão da fabricação de TBM rivalizam com os de equipamentos aeroespaciais e de defesa pesados. Essas tolerâncias não são arbitrárias — elas afetam diretamente a capacidade da máquina de construir um túnel no alinhamento especificado, instalar segmentos de revestimento sem danos e manter juntas estanques entre os segmentos durante a vida útil do túnel.
- Redondeza da cabeça de corte: O diâmetro externo da cabeça de corte deve estar dentro de ±2–3 mm do diâmetro nominal do furo para manter o corte excessivo projetado e evitar que a blindagem fique presa no solo. Alcançar esta tolerância em uma estrutura de aço fabricada com cinco a doze metros de diâmetro requer uma sequência cuidadosa de operações de soldagem para controlar a distorção e a usinagem pós-soldagem de superfícies de interface críticas.
- Usinagem do assento do rolamento principal: O furo da caixa e o munhão do eixo que localizam o conjunto do rolamento principal devem ser usinados com tolerâncias na faixa IT6–IT7 (0,010–0,025 mm) e inspecionados usando máquinas de medição por coordenadas de precisão. A geometria incorreta do assento do rolamento reduz drasticamente a vida útil do rolamento e pode causar falhas prematuras por fadiga nas profundezas do subsolo — um cenário de reparo extremamente caro e demorado.
- Circularidade do corpo do escudo: Os segmentos da blindagem frontal e traseira devem ser montados e usinados com uma tolerância de circularidade normalmente entre 5–10 mm em todo o diâmetro, garantindo que a folga anular entre a blindagem e os segmentos de revestimento instalados seja consistente em toda a circunferência. Esta consistência é crítica para a eficácia da vedação da pele da cauda – as escovas e a graxa que vedam o espaço entre a cauda do escudo e o revestimento devem ter contato uniforme para evitar a entrada de água subterrânea.
- Sincronização do curso do cilindro de impulso: Em um TBM grande, 30 a 50 cilindros de empuxo individuais devem se estender e retrair em grupos precisamente coordenados para controlar a inclinação e a guinada da máquina enquanto ela se dirige ao longo do alinhamento do túnel. Os cilindros devem ser fabricados com tolerâncias de curso consistentes e o sistema de controle deve ser calibrado para manter a sincronização da posição dentro de alguns milímetros ao longo do curso completo do cilindro.
- Posição da carcaça do cortador de disco: Em TBMs de rocha dura, a posição de cada alojamento do cortador de disco na face da cabeça de corte deve ser definida com precisão para o raio de corte projetado, garantindo que todos os cortadores no mesmo raio sigam a mesma ranhura na face da rocha. Erros de posicionamento no espaçamento das fresas causam sobrecarga nas fresas individuais e desgaste acelerado, reduzindo a vida útil das fresas e aumentando a frequência de trocas demoradas de fresas no subsolo.
Principais tecnologias que impulsionam a fabricação moderna de TBM
O estado da arte na fabricação de máquinas de perfuração de túneis avançou significativamente nas últimas décadas, impulsionado pelas demandas de projetos de túneis cada vez mais desafiadores e pela integração de ferramentas de engenharia digital que não estavam disponíveis para as gerações anteriores de projetistas da TBM.
Gêmeo Digital e Simulação
Os principais fabricantes de TBM agora desenvolvem modelos gêmeos digitais completos de cada máquina antes do início da fabricação. Esses modelos integram análise estrutural, simulação de sistema hidráulico e modelagem lógica de controle para verificar o desempenho do sistema em toda a gama de condições operacionais esperadas no projeto específico. Os gêmeos digitais permitem que os engenheiros identifiquem conflitos de interface, otimizem o posicionamento de componentes e simulem cenários de falha antes que uma única peça de aço seja cortada. Durante a operação, o gêmeo digital pode ser continuamente atualizado com dados reais da máquina para dar suporte à manutenção preditiva e solução de problemas a partir do centro de engenharia do fabricante em qualquer lugar do mundo.
Materiais avançados da cabeça de corte e proteção contra desgaste
O desgaste da cabeça de corte é um dos principais fatores que limitam as taxas de avanço do TBM e aumentam os custos de manutenção em solos abrasivos. A fabricação moderna de TBM incorpora estratégias avançadas de proteção contra desgaste, incluindo botões de desgaste de carboneto de tungstênio, placa de revestimento de carboneto de cromo e inserções de desgaste de compósito cerâmico nas zonas de maior desgaste da cabeça de corte. A seleção e colocação da proteção contra desgaste são agora analisadas usando dinâmica de fluidos computacional e modelagem de elementos discretos para prever padrões de desgaste para as condições específicas do solo e da rocha do projeto, permitindo que a proteção seja concentrada onde é mais necessária, em vez de aplicada uniformemente.
Soldagem Automatizada e Fabricação Robótica
Embora grande parte da fabricação de TBM ainda dependa de soldadores manuais altamente qualificados, a integração de sistemas de soldagem automatizados melhorou a consistência e a produtividade da solda em juntas soldadas de alto volume. Células de soldagem robótica são usadas para soldas estruturais repetitivas em painéis de corpo de blindagem e seções de raios onde a geometria de solda consistente é crítica. A soldagem por arco submerso é amplamente utilizada para soldas de topo pesadas em seções de chapas espessas, proporcionando penetração profunda e altas taxas de deposição com qualidade confiável. Esses processos automatizados liberam soldadores qualificados para se concentrarem em juntas de acesso complexas, onde sua experiência agrega mais valor.
Sistemas de monitoramento de desempenho em tempo real
Os TBMs contemporâneos são equipados com centenas de sensores que monitoram tudo, desde a força individual do cilindro de impulso até a temperatura do rolamento principal, torque da cabeça de corte, pressão frontal, pressão de injeção de graxa na vedação traseira e posição do montador do segmento. Esses dados são registrados em tempo real, exibidos ao operador, transmitidos ao escritório do engenheiro do projeto e, em muitos casos, compartilhados de forma segura com a equipe de engenharia do fabricante do TBM. A capacidade de monitorar remotamente o desempenho das máquinas transformou a forma como os fabricantes dão suporte aos seus equipamentos em campo, permitindo um diagnóstico rápido de problemas emergentes antes que se transformem em falhas dispendiosas.
Fabricantes globais de TBM e onde eles constroem suas máquinas
A indústria manufatureira da TBM está concentrada em um pequeno número de grandes fabricantes internacionais, cada um com capacidades de engenharia especializadas e instalações de fabricação capazes de produzir as maiores e mais complexas máquinas do mundo.
- Herrenknecht AG (Alemanha): Maior fabricante de TBM do mundo em volume unitário e receita, com sede em Schwanau, Alemanha. A Herrenknecht fabrica uma gama completa de tipos de TBM, desde pequenas máquinas de microtúnel até máquinas de grande diâmetro para polpa e EPB, com grandes instalações de fabricação na Alemanha e operações de montagem em todo o mundo. Eles forneceram máquinas para alguns dos projetos de construção de túneis mais desafiadores do mundo, incluindo o Túnel Base de São Gotardo e vários sistemas de metrô na Ásia e no Oriente Médio.
- The Robbins Company (EUA): Um dos nomes mais antigos e célebres na fabricação de TBM, Robbins foi pioneiro na tecnologia TBM para rochas duras e continua sendo líder em TBMs de pinças de viga principal para escavação de túneis em rocha. Eles fabricam e recondicionam máquinas em instalações nos Estados Unidos e possuem uma rede global de serviços e suporte para seus equipamentos em operação em todo o mundo.
- NFM Technologies (França, parte do grupo Bouygues): Um fabricante francês de TBM com forte experiência em máquinas de abertura de túneis urbanos de grande diâmetro, particularmente tipos de proteção contra lama e EPB para projetos europeus e internacionais desafiadores. A NFM forneceu máquinas para grandes projetos metropolitanos em Paris, Roma e em todo o Sudeste Asiático.
- CREG — Grupo de Equipamentos de Engenharia Ferroviária da China: Maior fabricante de TBM da China e agora um dos maiores do mundo em volume, a CREG desenvolveu rapidamente suas capacidades de engenharia e fabricação por meio de uma combinação de tecnologia licenciada e investimento doméstico em P&D. A CREG fornece a maioria dos TBMs usados nos enormes programas contínuos de construção de túneis ferroviários e de metrô da China e começou a exportar para mercados internacionais.
- Kawasaki Heavy Industries e Mitsubishi Heavy Industries (Japão): Ambos os conglomerados de engenharia japoneses têm uma longa história na fabricação de TBM, principalmente para o mercado interno japonês e projetos de exportação selecionados. A fabricação japonesa de TBM é conhecida pela qualidade e precisão de construção extremamente altas, com força especial na tecnologia de máquinas de blindagem para túneis urbanos em solo macio.
- Caterpillar (divisão Lovat, Canadá): A Caterpillar adquiriu a Lovat, um fabricante canadense de TBM, e continua a produzir EPB e máquinas de polpa sob a marca Caterpillar para escavação de túneis. Suas máquinas são amplamente utilizadas em projetos de túneis de infraestrutura na América do Norte, incluindo abastecimento de água e trânsito urbano.
Remodelação e Remanufatura TBM
Um segmento significativo e crescente da indústria manufatureira da TBM é a reforma e remanufatura de máquinas usadas para novos projetos de túneis. Dado o enorme custo de um novo TBM – uma máquina de grande diâmetro pode custar entre US$ 15 milhões e US$ 50 milhões ou mais – os proprietários e empreiteiros do projeto avaliam cada vez mais as máquinas recondicionadas como uma alternativa econômica quando as condições do projeto são compatíveis com as especificações de uma máquina existente.
A reforma do TBM normalmente envolve a desmontagem de todos os principais sistemas, inspeção e substituição de componentes de desgaste, recondicionamento de conjuntos estruturais, revisão do rolamento principal, substituição de vedações e cilindros hidráulicos e reconstrução completa dos sistemas elétricos e de controle. Em projetos de reforma maiores, a cabeça de corte pode ser reestruturada para modificar o layout do cortador para diferentes condições de solo, ou o diâmetro da blindagem pode ser ligeiramente ajustado através da adição ou remoção de inserções de aço na placa de revestimento. Uma reforma bem executada pode prolongar a vida útil da máquina em outro projeto completo e, às vezes, mais, por uma fração do custo de uma máquina nova.
Desafios e tendências futuras na fabricação de máquinas de perfuração de túneis
A fabricação da TBM enfrenta um conjunto de desafios técnicos e comerciais contínuos que estão moldando a forma como a indústria se desenvolverá na próxima década. A demanda por soluções de túneis maiores, mais profundas e mais automatizadas está ampliando os limites do que a atual tecnologia TBM pode alcançar e impulsionando investimentos significativos em P&D em toda a indústria.
- Aumentando o diâmetro da máquina: A tendência para diâmetros maiores de túneis para rodovias e túneis combinados metro/rodoviário está produzindo máquinas de escala extraordinária. Máquinas com mais de 15 metros de diâmetro apresentam desafios estruturais e logísticos que exigem novas soluções de engenharia – transportar, montar e lançar tais máquinas no espaço confinado de um poço de lançamento exige um planejamento cuidadoso em todas as fases do processo de fabricação e entrega.
- Sistemas automatizados de troca de cortadores: A troca de cortadores de disco em TBMs de rocha dura exige que os trabalhadores entrem na câmara de escavação sob condições atmosféricas ou pressurizadas para substituir manualmente os cortadores desgastados – uma das tarefas mais exigentes e perigosas na escavação de túneis. Vários fabricantes estão desenvolvendo sistemas robóticos de troca de cortadores que podem realizar esse trabalho remotamente, eliminando a exposição dos trabalhadores ao perigoso ambiente pressurizado de escavação. O desenvolvimento de manipuladores capazes de manusear cortadores com peso superior a 200 kg em espaços confinados, úmidos e contaminados é um desafio de engenharia significativo.
- Eletrificação de sistemas de acionamento: A crescente pressão regulatória sobre a qualidade do ar subterrâneo e as emissões de carbono está acelerando o desenvolvimento de sistemas de acionamento TBM totalmente elétricos que eliminam o óleo hidráulico e a energia baseada em diesel da máquina. Motores elétricos de cabeça de corte de acionamento direto, atuadores elétricos de cilindro de empuxo e logística de túneis alimentados por bateria ou rede estão todos em desenvolvimento ativo pelos principais fabricantes.
- Resiliência da cadeia de abastecimento: As perturbações globais dos últimos anos expuseram vulnerabilidades nas cadeias de fornecimento alargadas das quais os fabricantes de TBM dependem — particularmente para rolamentos de grande diâmetro, componentes hidráulicos especializados e sistemas de controlo eletrónicos. Os fabricantes estão trabalhando ativamente para qualificar fornecedores alternativos, aumentar o estoque de componentes estratégicos e, em alguns casos, trazer internamente a fabricação de componentes anteriormente terceirizados para reduzir a exposição à interrupção da cadeia de fornecimento.
- Orientação assistida por IA e operação autônoma: A integração da inteligência artificial nos sistemas de orientação e controle da TBM é uma área de desenvolvimento ativo. Modelos de aprendizado de máquina treinados em dados históricos do projeto podem otimizar parâmetros de direção, prever a qualidade de construção do anel de revestimento e alertar os operadores sobre o desenvolvimento das condições do solo antes que causem problemas operacionais. A operação totalmente autônoma do TBM continua sendo uma meta de longo prazo, mas a automação incremental de tarefas operacionais de rotina já está sendo implantada em projetos atuais.
Considerações finais sobre a fabricação de TBM
A fabricação de máquinas perfuradoras de túneis fica na intersecção da engenharia estrutural, usinagem de precisão, hidráulica, eletrônica e ciência dos materiais – e o faz em uma escala que poucas outras indústrias podem igualar. Cada TBM que sai de uma fábrica é uma solução personalizada para um conjunto específico de desafios geológicos e de projeto, e a qualidade dessa engenharia e fabricação é expressa, em última análise, na confiabilidade com que a máquina perfura a terra, na consistência com que instala um revestimento de túnel de qualidade e na segurança com que leva os trabalhadores para casa no final de cada turno.
À medida que a procura global de infraestruturas continua a impulsionar o investimento na construção subterrânea, os fabricantes de TBM enfrentam um futuro excitante e exigente – fornecendo máquinas de tamanho, complexidade e sofisticação tecnológica crescentes, ao mesmo tempo que gerem cadeias de fornecimento, desenvolvendo a próxima geração de engenheiros e fabricantes e integrando tecnologias digitais que definirão como será a perfuração de túneis ao longo do próximo meio século. Para qualquer pessoa envolvida na construção de túneis, aquisição ou desenvolvimento de projetos, entender como essas máquinas extraordinárias são projetadas e construídas é fundamental para tomar decisões informadas sobre uma das peças de equipamento de construção mais complexas e importantes já criadas.















